







SWZ1000C FINCM Beamferwurking Stiel 3d CNC-boarmasine foar H-beam




| NEE. | Parameternamme | Ienheid | Parameterwearde | Opmerking | |||
| 1 | Omfang fan wurkstik | Seksje stiel | mm | 150x75~1000x500 |
| ||
| 2 | Dikte | mm | ≤80 |
| |||
| 3 | Lingte | m | 15m | Konfigurearje neffens klantfraach | |||
| 4 | Koarte materiaallimyt | mm | Automatyske ferwurking ≥3000 |
| |||
| Hânmjittige ferwurking: 690 ~ 3000 | |||||||
| 5 | haadas | Kwantiteit |
| 3 |
| ||
| 6 | boargat Berik | Fêste kant, mobile kant | mm | 12 oant 26,5 |
| ||
| Tuskenlizzende ienheid | mm | ¢12~¢33.5 |
| ||||
| 7 | Spindelsnelheid | r/min | 180~560 |
| |||
| 8 | Feroarje de kaartkop fluch | / | Morse-konusgat 3#,、4# | Kin feroarje nei 2# | |||
| 9 | Aksiale beroerte | Fêste kant, mobile kant | mm | 140 |
| ||
| Tuskenlizzende ienheid | mm | 325 |
| ||||
| 10 | Aksiale feedrate | mm/min | 20~300 |
| |||
|
| Bewegingsôfstân | Elke spindel is yn 'e rjochting fan materiaallingte | mm | 520 |
| ||
| 11 | Beide kanten fan 'e spindel yn 'e op- en delrjochting | mm | 35~470 | Fan it legere flak fan it wurkstik | |||
| 12 | De tuskenlizzende ienheid is yn 'e rjochting fan materiaalbreedte | mm | 45 ~ 910 | Fan 'e datumkant | |||
| 13 | Koelmodus | Komprimearre loft + snijfloeistof | / | / |
| ||
| Loftdruk | Mpa | ≥0.5 |
| ||||
| 14 | Bearbeitingsnauwkeurigens | Fout fan oanbuorjende gatôfstân yn gatgroep | mm | ≤0.5 |
| ||
| Fiedingsflater binnen 10 m lingte | mm | ≤1 |
| ||||
| 15 | Elektryske masinekrêft | Trijefase asynchrone motor foar spindelrotaasje | kW | 4x3 | Oantal spindels 3 | ||
| 16 | Tuskenlizzende ienheid X-as servomotor | kW | 1.0 |
| |||
| 17 | Z-as servomotor fan tuskenlizzende ienheid | kW | 1.5 |
| |||
| 18 | Fêste kant en mobile kant X-as servomotor | kW | 1.0x2 |
| |||
| 19 | Fêste kant en mobile kant Y-as servomotor | kW | 1.5x2 |
| |||
| 20 | Bewegjende koets trijefase asynchrone motor | kW | 0.55 |
| |||
| 21 |
| Oer diminsje | mm | Sawat 4400 × 2400 × 3500 |
| ||
| 22 | Gewicht | kg | Sawat 6000 |
| |||
Elektrysk systeem
1). PLC wurdt brûkt om de posysjonearring fan elke CNC-as, materiaaldeteksje en boarjen en oare masineaksjes te kontrolearjen. It PLC-kontrôlesysteem realisearret hege-snelheidsferwurking en ferbetteret de reaksjesnelheid fan it systeem.
2). It CNC-fiedingapparaat (fiedingstrolle) brûkt folsleine sletten loopkontrôle om de krektens fan 'e fieding te garandearjen by it fieden oer lange ôfstân; oare posysjonearjende CNC-assen brûke heal-sletten loopkontrôle om de krektens fan 'e posysjonearring en stabiliteit fan 'e masine te garandearjen.
3). Real-time monitoringfunksje.
4). In ferskaat oan metoaden foar materiaalprogrammearring.
5). Grafyske werjeftefunksje.
1. Trije automatyske kontrôleslagboarkoppen binne respektivelik ynstalleare op trije NC-slideblokken foar horizontaal en fertikaal boarjen. De trije boarkoppen kinne ûnôfhinklik of tagelyk wurkje.
2. De spindelsnelheid fan elke boarkop wurdt regele troch in frekwinsjeomvormer en stapsgewiis oanpast; de feedsnelheid wurdt stapsgewiis oanpast troch in snelheidsregelklep, dy't rap oanpast wurde kin yn in grut berik neffens it materiaal en de diameter fan it boargat.
3. It materiaal wurdt fêstmakke troch hydraulysk klemmeganisme.


4. De masine is foarsjoen fan it deteksjeapparaat fan 'e breedte fan it materiaal en de hichte fan it web, dat automatysk de ferwurkingsflater kin kompensearje dy't feroarsake wurdt troch de unregelmjittige omtrek fan it materiaal, en de ferwurkingsnauwkeurigens ferbetterje kin.
5. De masine is foarsjoen fan in aerosolkoelsysteem, dat de foardielen hat fan minder koelmiddelferbrûk, kostenbesparring en minder bitslijtage.
| NEE. | Namme | Merk | Lân |
| 1 | Lineêre gidsrail | HIWIN/CSK | Taiwan (Sina) |
| 2 | Elektromagnetyske hydraulyske fentyl | ATOS/YUKEN | Itaalje/Japan |
| 3 | Hydraulyske pomp | Markearje gewoan | Taiwan (Sina) |
| 4 | Servomotor | Panasonics | Japan |
| 5 | Servo-bestjoerder | Panasonics | Japan |
| 6 | PLC | MITSUBISHI | Japan |
| 7 | Spuitkoelpomp | BIJUR | Feriene Steaten |
| 8 | Fleksibele útwreidingsnozzle | BIJUR | Feriene Steaten |
| 9 | Pneumatyske solenoïde fentyl | AIRTAC | Taiwan (Sina) |
| 10 | Sintrale smering | HERG/BIJUR | Japan/Feriene Steaten |
| 11 | Kompjûter | Lenovo | Sina |
Opmerking: Boppesteande is ús fêste leveransier. It is ûnder foarbehâld fan ferfanging troch komponinten fan deselde kwaliteit fan in oar merk as de boppesteande leveransier de komponinten net leverje kin yn gefal fan spesjale saken.

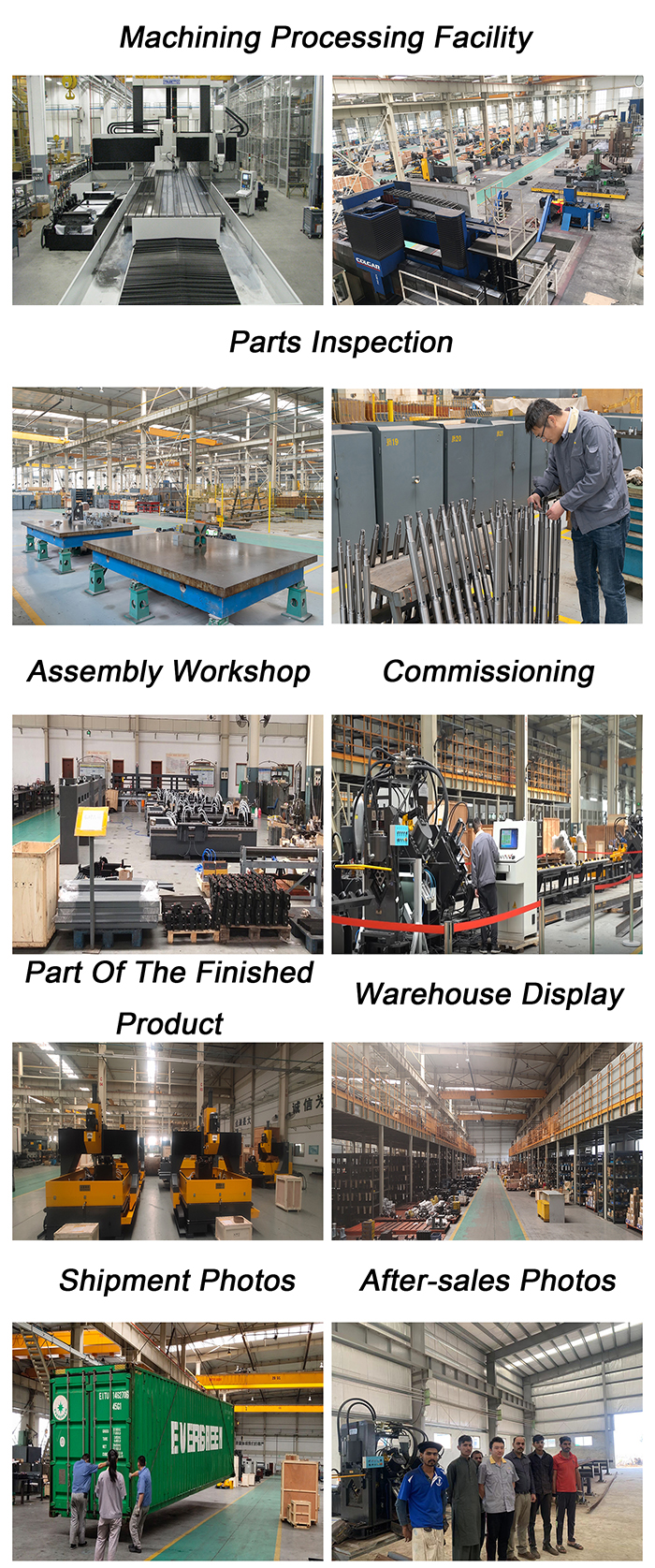


Us bedriuw makket CNC-masines foar it ferwurkjen fan ferskate stielen profylmateriaal, lykas hoekebalkeprofylen, H-balken/U-kanalen en stielen platen.
| Bedriuwstype | Fabrikant, hannelsbedriuw | Lân / Regio | Shandong, Sina |
| Haadprodukten | CNC Hoekline/CNC Balkboarmasine/CNC Plaatboarmasine, CNC Plaatponsmasine | Eigendom | Privee eigener |
| Totaal meiwurkers | 201 – 300 minsken | Totale jierlikse ynkomsten | Fertroulik |
| Jier oprjochte | 1998 | Sertifikaasjes (2) | |
| Produktsertifikaasjes | - | Patinten (4) | |
| Handelsmerken (1) | Haadmerken |
|
| Fabryksgrutte | 50.000-100.000 fjouwerkante meter |
| Fabrykslân/regio | No.2222, Century Avenue, High-tech Untwikkelingssône, Jinan City, Provinsje Shandong, Sina |
| Oantal produksjelinen | 7 |
| Kontraktproduksje | OEM-tsjinst oanbean, ûntwerptsjinst oanbean, keaperlabel oanbean |
| Jierlikse útfierwearde | US$10 miljoen – US$50 miljoen |
| Fabryksgrutte | 50.000-100.000 fjouwerkante meter |
| Fabrykslân/regio | No.2222, Century Avenue, High-tech Untwikkelingssône, Jinan City, Provinsje Shandong, Sina |
| Oantal produksjelinen | 7 |
| Kontraktproduksje | OEM-tsjinst oanbean, ûntwerptsjinst oanbean, keaperlabel oanbean |
| Jierlikse útfierwearde | US$10 miljoen – US$50 miljoen |
| Sprekken taal | Ingelsk |
| Oantal meiwurkers yn 'e ôfdieling Hannel | 6-10 minsken |
| Gemiddelde levertiid | 90 |
| Eksportlisinsjeregistraasje NR. | 04640822 |
| Totale jierlikse ynkomsten | fertroulik |
| Totale eksportynkomsten | fertroulik |
Produktkategoryen
-

SWZ400/9 CNC Multi Spindle Boarmasine Foar...
-

BHD1206A/3 FINCM U-kanaal stielen struktuer CNC ...
-

CNC Beam Trijediminsjonale Boarmasine
-

SWZ1250C FINCM Struktuerboarjen H-beamproses ...
-

BHD1005A/3 FINCM CNC trijekantige hege snelheidsboarmasine ...
-

BHD1207C/3 FINCM CNC-boarmasine mei meardere spindels ...